






| · | 地 址: | 河南省巩义市西村工业区 |
| · | 电 话: | 0371-64011955 |
| · | 传 真: | 0371-64011655 |
| · | 邮 箱: | 1024679280@qq.com xkgd88@163.com gyht99@163com |
| · | 邮 编: | 451281 |
| · | 网 址: | http://www.xkgd.com |
汇通波纹补偿器主要技术及创新点
GB6749-1997《压力容器波形膨胀节》标准中基本参数与尺寸分别给出大波高单层系列和小波高单层及多层系列,按照大波高单层系列关于整体成形工艺制造的要求与规定,汇通采用液压整体成形主要有以下特点和技术创新:
(1)国内波纹补偿器专业生产厂仅制造单层厚度≤4mm以下的薄壁波纹补偿器,压力容器制造厂虽制造厚壁波纹补偿器,但均属于单波分瓣成形焊接的制造工艺,波纹补偿器不仅有纵向焊缝,还有环向焊缝,波数越多,环向焊缝也就越多,满足不了GB16749-1997《压力容器波形膨胀节》膨胀节国家标准和使用要求。大直径厚壁液压整体成形膨胀节目前还依赖进口;
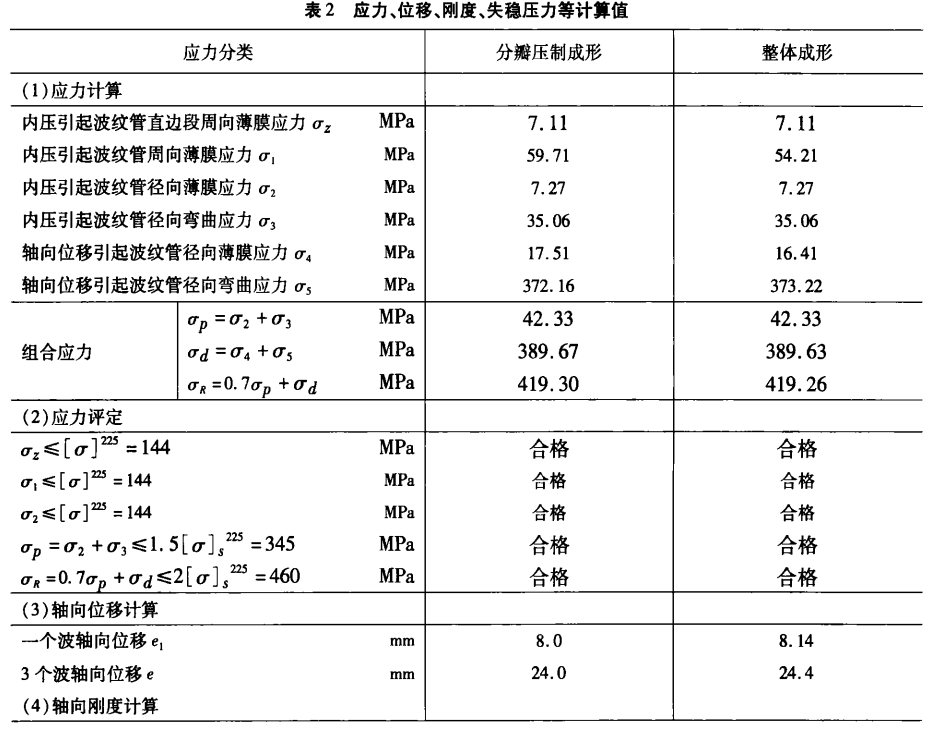
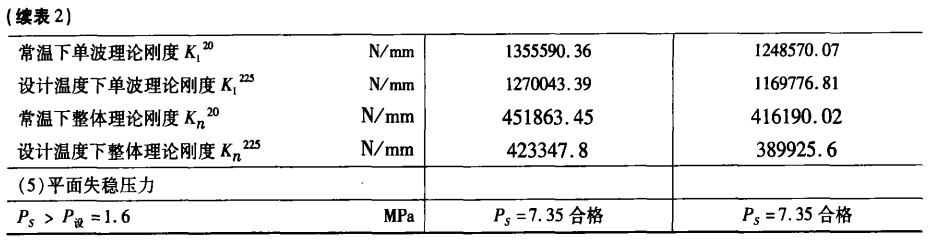
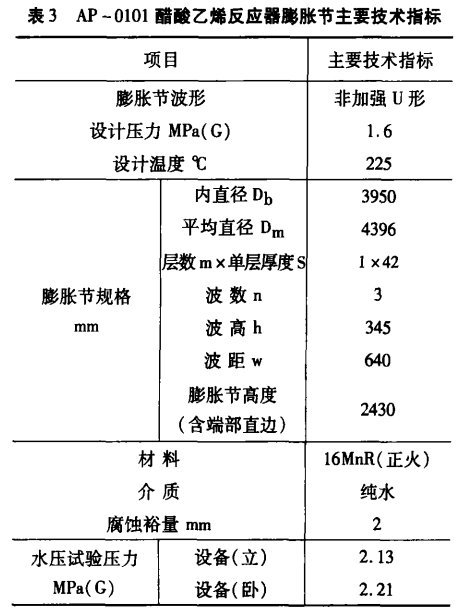
(2汇通液压整体成形工艺替代板料分瓣拼焊,半波整体冲压,两半波焊接成形工艺制造DN3950×42大直径厚壁波纹补偿器,产品只有纵3向焊缝,没有环向焊缝,降低了制造成本,节约能质源。产品主要技术指标见表3;表3AP-0101酷酸乙烯反应器膨胀节主要技术指标:
(3)由于无环向焊缝,减少了焊缝疲劳对补偿器的影响,提高了产品质量;
(4)采用液压整体成形,与机械胀形法或滚压法相比较,波纹补偿器表面无划伤,产品外形美观,提高了产品外观质量;
(5)醋酸乙烯反应器膨胀节液压整体成形属19超塑性变形,成形需要油压机推力大于24000吨当时只有12000吨油压机)。汇通采取减小补偿器截面积降低成形压力推力制造工艺,成形时所需油压机推力小于12000吨,使现有设备满足成形要求。解决了醋酸乙烯反应器膨胀节液压整体成形需用特大型压力机的难题。